
Mold Making Tutorial: Silicone Mold of Clay Sculpture
John Cannon of The Whimsical Gardens brought his clay sculpture to our facility to make a mold of the figure and then reproduce it in plastic on a rotational casting machine. The detailed sculpture is pictured below from different angles.
This article details the steps that we took throughout the mold making and casting process:
Step 1: Select a Mold Making Method & Mold
Rubber
Step 2: Construct Mold Box & Prepare
Sculpture
Step 3: Measure, Mix & Pour Silicone Mold
Rubber
Step 4: Demold
Step 5: Cut the Mold
Step
6: Rotational Casting





Step 1: Select a Mold Making Method & Mold Rubber
Mold Making Method
For this sculpture, we select the “poured block mold” method.
Here are the reasons that we are eliminating other methods:
Brush-on Mold: We are concerned that air bubbles may form in the intricate details on the base of the sculpture. Also, brush-on molds tend to have thick and thin spots – thin spots end up being weak points in the mold.
Poured Blanket Mold: One of the steps in the poured blanket mold process is to form a layer of clay on top of the original model (review a poured blanket mold tutorial here). This step would most likely deform the clay original.
Based on the shape of the sculpture, we also know that the mold will require a cut in order to remove the original sculpture and subsequent castings.
Mold Rubber
For this particular project, we also know that we want to use a silicone mold rubber because it does not require release agent when casting polyurethane resin. Release agent can be difficult to apply in intricate areas and it may be difficult to remove from the casting. Residual release agent can prevent paint from sticking to castings.
Platinum-Cured vs. Tin-Cured Silicone Rubbers
Polytek silicone falls into two general categories: platinum-cured and tin-cured. Basic comparisons between the two options are in the table below:
| Rubber Type | Advantages | Disadvantages | Casting Materials | Methods |
| Platinum-Cured Silicone Mold Rubbers |
No shrink on cure, cured rubber has long storage life | Liquid rubber can suffer from cure inhibition by some materials (e.g., sulfur clay, tin silicones, Bondo, some 3D-printed plastics, latex rubber). | Most materials, especially resins, foams and some low-melt metals. | Pour, Brush, Spray. |
| Tin-Cured Silicone Mold Rubbers |
No cure inhibition, slightly less expensive than platinum-cured systems | Shrinks on cure (~1%), shorter library life (2-5 yrs.) than platinum-cured systems. | Most materials, especially resins, foams and some low-melt metals. Can inhibit polyurethane rubber, platinum-cured silicone, and 14-Series Poly-Optic Resin castings. | Pour, Brush, Spray. |
Platinum-cured silicone rubbers have advantages compared to tin-cured silicone rubbers (e.g., no shrink on cure, longer library life), but can suffer from cure inhibition when exposed to certain materials. Sulfur, for instance, is a known inhibitor and is present in some modeling clays.
We are unsure if John’s sculpture contains sulfur, so we perform a small test cure.
To do the test, we mix and pour a fast-setting platinum silicone rubber (PlatSil® 71-10) into a clay containment area against a small section on the backside of the sculpture.


After 30 minutes, we remove the silicone rubber to determine if it has cured properly. We find that the rubber that touched the sculpture remained gummy while the sides of the rubber exposed to air and clay cured properly. This indicates that there is a contaminate within or on the clay that would prevent any platinum-cured silicone rubber from curing properly.

Based on these findings, we select a tin-cured silicone rubber as the mold material: TinSil® 80-15 Silicone Rubber. We choose a soft silicone (Shore A15) due to the deep undercuts on the sculpture. A harder rubber could be more difficult to remove without damage.

TinSil 80-15 Silicone Rubber: Specifications Hardness: Shore A15 Mix Ratio: 1A:10B Pour Time: 30 Minutes Mixed Viscosity: 12,000 cP Demold Time: 24 Hours Cured Color: Peach Specific Volume: 25.3 in³/lb
Step 2: Construct Mold Box & Prepare Sculpture
To begin, a plywood mold box is constructed at the proper dimensions (i.e., at least 1″ beyond the sculpture in all directions) and then sealed with petroleum jelly.
NOTE: It is a good idea to taper the inside of the mold box so the mold can be removed more easily when the mold box is turned upside-down.


Pol-Ease® 2500 Release Agent is then applied to the clay sculpture.
NOTE: Use Pol-Ease® 2300 if making a polyurethane rubber mold.


The mold box is placed around the prepared sculpture to verify that the dimensions are suitable.

We estimate the amount of rubber needed for the mold with the following calculation:
Volume of Mold Box = ~1,716 in3
Volume of Sculpture = ~84.78 in3
Volume of Mold Box – Volume of Sculpture: 1,716in3 – 84.78 in3 = 1,631.22 in3
1,631.22 in3 ÷ 23.7 in3/lb (specific volume of TinSil 80-15) = 68.8 lb of TinSil 80-15 Silicone Rubber

68.8 lb is a large amount of rubber and we realize that there is opportunity to reduce
that amount by adding corner inserts and other block-outs.




We add a number of block-outs, but still maintain at least a 1″ space between the sculpture and mold
box walls/block-outs.

Once all of the block-outs are secured, the mold box is removed to seal the new plywood
additions with petroleum jelly and caulk all edges with warmed plasticine
clay. Caulking the edges helps to prevent leaking when liquid silicone is poured into the mold
box later.


The sculpture is placed back into the mold box and then the mold box is secured with
screws.
Step 3: Measure, Mix & Pour Silicone Mold Rubber
Based on the new dimensions of the mold box, we determine that approximately 40 lb of TinSil 80-15 Silicone Rubber is needed to make the mold.
As mentioned previously, TinSil 80-15 has a mix ratio of 1A:10B. The components are measured by weight and then mixed thoroughly.
NOTE: Do not attempt to measure products with 1A:10B mix ratios by volume – always measure by weight.

Because of the quantity of rubber needed for this project, we mix two separate batches using a turbo
mixer.

The rubber is mixed until a uniform color is reached.
NOTE:
Avoid hitting the sides of the mixing pail with the turbo mixer as this can introduce air into the mixture.



The batches are then mixed by hand with a Poly Paddle.
NOTE: It
is important to scrape the sides and bottom of the mixing container several times, as this is where unmixed
material tends to cling.

The silicone is poured into the lowest point of the mold box and allowed to rise.




The rubber is poured until it reaches at least 1.0″ above the highest point on the sculpture.

We allow the rubber to cure at room temperature for ~24 hours. Heat lamps can help speed the
cure.
NOTE: Demold times vary by product. Check product Technical Bulletins for
this information.

Step 4: Demold
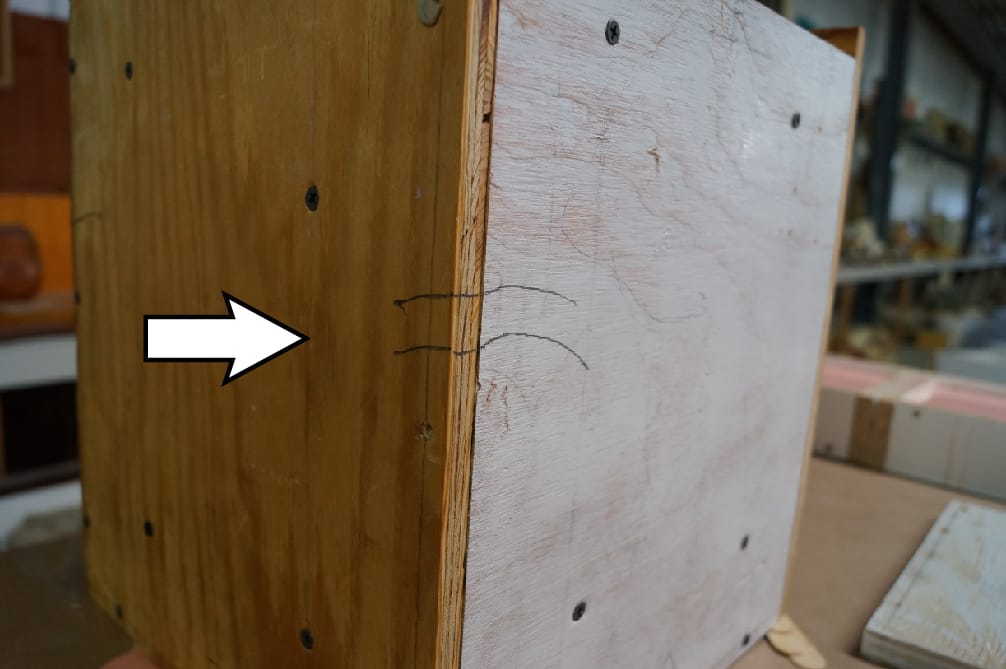
Before demolding, the locations of the mold box walls and block-outs are marked with a pen. This is done so that the mold box can be put back together correctly for casting later.



All edges of the mold are loosened from the baseboard with a putty knife before the entire
mold is removed.

Upon removal of the mold from the baseboard, the sculpture splits in half, leaving the top
half in the mold.

Step 5: Cut the Mold
To remove the remainder of the sculpture and subsequent castings, we prepare to make a cut on one side of the mold. Pictures of the sculpture are printed to determine a good location for the cut.
NOTE: If possible, it is best to cut along a line that already exists on the sculpture or in an inconspicuous location (i.e. avoid the face).

A scalpel is used to make the cut.
NOTE: It is important
to create an irregular cut pattern (i.e., tongue and groove or zig-zag cut) so that the two sides align
well for casting (for general information on cutting rubber molds, visit this article).




The remainder of the sculpture is removed from the mold and any clay left behind in the mold
is cleaned out.



Step 6: Rotational Casting
The mold is placed back into the mold box and then secured.



Because we plan to use the rotational casting machine, we create a mold box lid with a pour hole.
This hole is where the fast-setting resin is poured once the mold box is on the rotational casting machine.

Wooden bars are added to the sides of the box in order to mount and attach it to the rotational
casting machine.

A silicone plug will later be used to plug the hole when casting.

The mold box is loaded onto the rotational casting machine and secured with C-Clamps.


EasyFlo 120 Liquid Plastic is the product that we
most often recommend for rotational or slush casting. It is designed to gradually solidify over its
working time, as opposed to “snap-set” (like the curing characteristics of EasyFlo 60, another product with the
EasyFlo Series). This gradual thickening over the last 30-45 seconds of the working time helps to provide
an even coat.

EasyFlo 120 Liquid Plastic: Specifications
Hardness: Shore D65
Mix Ratio: 1A:1B by volume, 100A:90B by weight
Pour Time: 2-2.5 minutes
Mixed Viscosity: 120 cP
Demold Time: 15-30 minutes
Cured Color: White
Specific Volume: 26.9 in³/lb
Approximately 2 lb of EasyFlo 120 is thoroughly mixed and poured into the mold.
NOTE: Ideally, this resin should be mixed and poured in under a minute.

The pour hole is plugged with the silicone plug and then the machine is turned on.


After ~30 minutes, the mold is removed from the rotational casting machine and then the casting
is removed from the mold.


For the next run, we mix EasyFlo 120 + Brown PolyColor Dye + Bronze Powder to produce a cold cast
bronze copy.

Here are some photos of the cold cast bronze piece prior to burnishing with steel wool (steel wool is
used to expose the bronze powder on the surface of the casting). Initially, castings will appear chocolate
brown; you will notice a small spot on his cheek that has been burnished.



